


手持式脈沖激光清洗機(風冷)
手持清洗系列





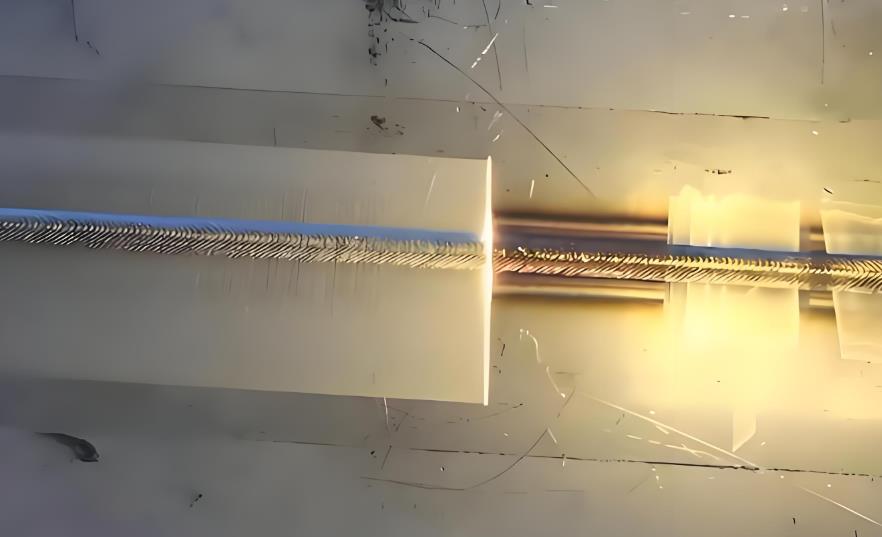
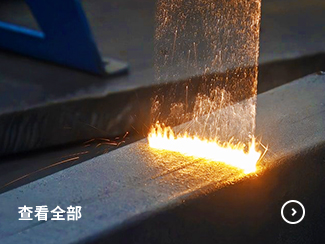
焊縫清洗的激光選型邏輯
激光清洗焊縫的核心是選型適配,而非單純追求高功率,作為激光清洗的領軍企業,翔明激光特別指出焊縫清洗的場景需聚焦三大核心指標:
脈沖寬度適配:清除厚氧化皮選用10-20ns短脈沖激光,利用峰值功率突破附著力;精密焊縫(如不銹鋼醫療器械)切換50-100ns中脈沖,避免熱影響區擴大。
波長材料匹配:碳鋼、低合金鋼焊縫優先1064nm紅外激光,吸收率超85%;鋁合金、鈦合金等有色金屬需搭配532nm綠光激光,解決紅外光反射率高的問題,清洗效率提升30%。
功率密度調控:關鍵在于“梯度控制”——焊縫邊緣功率密度降至3-5kW/cm2,防止基材熔損;中心污染物集中區提升至8-12kW/cm2,確保清洗徹底。
三大細節決定清洗效果與基材安全
1.光斑控制:從固定到動態適配
傳統固定光斑易導致焊縫根部清洗不徹底或劃痕,進階技術要點:
采用可調焦光斑系統,根據焊縫寬度(2-10mm)實時調節光斑直徑(0.5-2mm),確保完全覆蓋;
角焊縫、對接焊縫搭配掃描振鏡“螺旋掃描模式”,避免光斑重疊造成局部過熱。
2.清洗路徑規劃:避開單向掃描誤區
高效清洗的關鍵是路徑優化:
優先雙向交叉掃描,路徑重疊率30%-50%,既防漏洗又減少基材損傷;
多層焊焊縫采用“分層清洗”:表層飛濺物(5-7kW/cm2)→層間氧化皮(8-10kW/cm2)→表面拋光(3-4kW/cm2)。
3.環境與輔助技術:隱形穩定性保障
工業場景易忽視的細節直接影響一致性:
惰性氣體保護:不銹鋼、鈦合金清洗時,氬氣流量5-8L/min,防止二次氧化;
除塵與控溫:負壓除塵系統(負壓值≥-0.06MPa)避免粉塵干擾激光傳輸;連續作業時基材溫度≤200℃,超閾值啟動間歇模式。
常見問題實戰解決方案
殘留氧化皮:調整光斑直徑與掃描范圍,確保覆蓋焊縫邊緣;針對性提升功率密度5%-10%,達到氧化層剝離閾值。
基材微熔痕:多因脈沖過短或掃描過慢,將脈沖寬度延長20%-30%,掃描速度提升至100-150mm/s。
效率低于預期:檢查波長與材料匹配度(鋁合金用紅外激光效率降50%);將單向掃描改為雙向交叉掃描。
行業應用趨勢:智能化+定制化
翔明激光清洗焊縫技術正朝著“智能化+定制化”升級:搭載視覺識別系統,自動識別焊縫位置與寬度,實現光斑、功率實時適配;針對核電、航空航天等高端領域,開發脈沖能量可調的定制化設備,滿足不同材質焊縫的高精度清洗需求。






























 17343354890
17343354890